 手机258|
手机258|


您当前所在的位置:首页
>
>
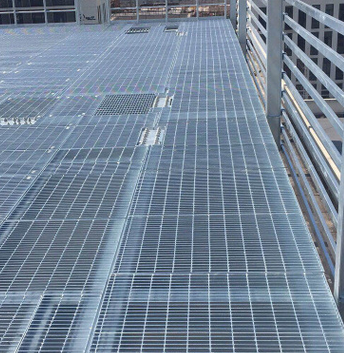
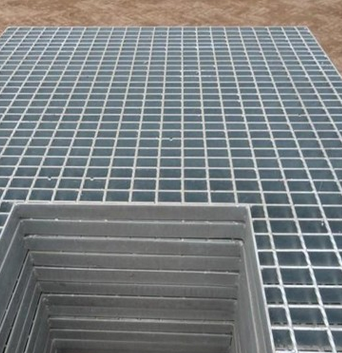
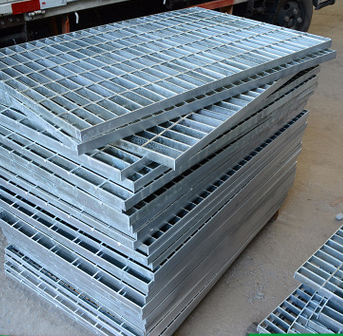
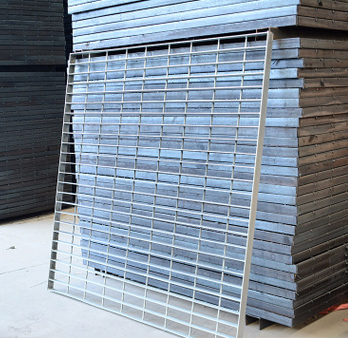
镀锌钢格板焊接安装分析研究
镀锌钢格板焊接安装分析研究
扫描手机查看

- 产品详情
- 联系方式
| 联系人 | 刘红玲 |
快速获取联系方式
扫一下快速获取该企业联系方式 推荐使用 微信 我查查 等扫码工具 扫描后可直接保存为手机联系人 (推荐) |
| 电话 | 86-0318-7985895 | |
| 手机 | 18730802592 | |
| 传真 | 86-0318-7985895 | |
| 地址 | 河北省衡水市安平县-东黄城乡大同新村北100米 |


